光學零件圖的內容:
光學零件的(de)外形尺寸、材料、技術要求及其特性
主標題欄
•產品名稱、代號
•材料名稱、代號、標準(zhǔn)號
•圖幅的比例
•設計、更改等簽名欄
![]()
光學零件圖的專用表格
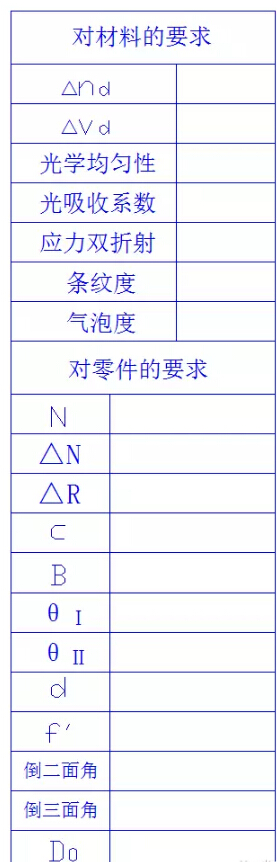
1、對材料的要求:
nd值(折(shé)射率)
光在不同的介質中(zhōng)傳播時,具有不同的速度。在物理學(xué)中折射(shè)率定義了n1.2=v1/v2,稱為第(dì)二種介質對(duì)第一種介質(zhì)的相對折射率。其中v1為光在第(dì)一種介質的傳播速度; v2為光在第一(yī)種介質的傳(chuán)播速度。
vd值(色散係數)
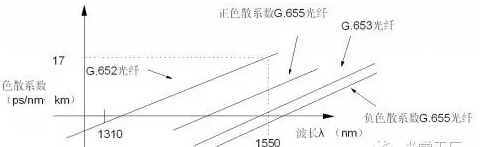
同一介(jiè)質對不同(tóng)的波長有不同的折射率,這就是物質的色(sè)散(sàn)性。vd =(nD-1)/(nF-nC)
光學均(jun1)勻性
同一塊玻璃中各點(diǎn)折射率的(de)一致性即為光學均勻性。
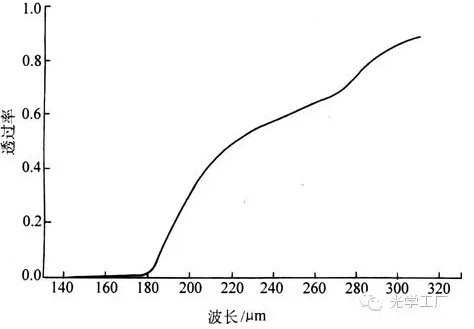
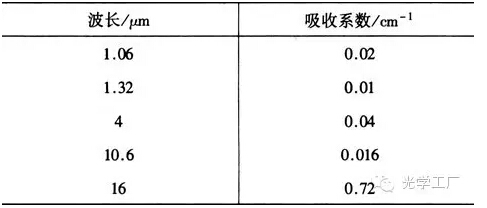
光吸收係數
白光通過一(yī)厘米厚的無(wú)色光學玻璃時,玻璃吸收的光通量與入射的光通過量(liàng)之比。
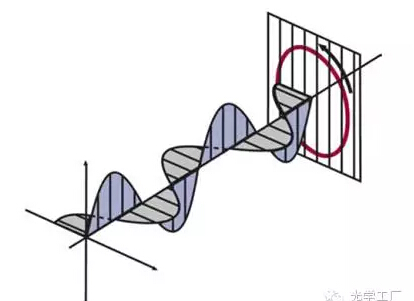
應力雙折射
玻璃在沒有應力時(shí)是各向同性的。當受到外力(如裝夾太緊)或內(nèi)力(不均(jun1)勻的冷卻與加熱)時玻璃內可產生內應力,破(pò)壞了各向(xiàng)同性,光學上的作用是引起雙折射(shè)。
條紋度
條紋是玻璃內部絲狀或層(céng)狀的(de)化學不均(jun1)勻區,其折射率與(yǔ)主體不同,光學上的作用相當於細微的柱麵透鏡,造成雜光,影響鑒別率。
![]()
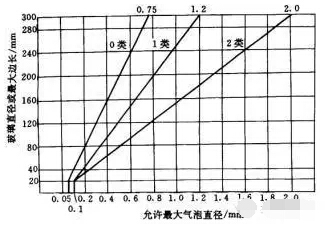
氣泡度
玻(bō)璃中的(de)氣泡是在熔煉的澄清過程中氣體來不及逸(yì)出所致,氣泡的光學作用相當於一個細微的凹透鏡引起散射(shè)與折射。

2、對零件的(de)要求
•N--光圈數(shù)
•△N--不規則、局部誤差
•△R--樣板等級(jí)精度
•C--透鏡偏心差(chà)
•B--光學零件表麵疵病
•d--光學零件中心厚度
•f′--透鏡焦距
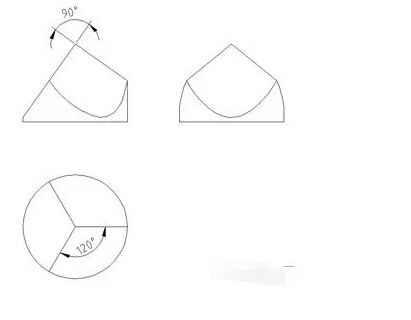
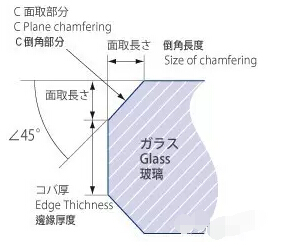
•倒二麵角--給兩個相交(jiāo)平麵的棱線倒(dǎo)角
•倒三(sān)麵角--給三個相交平麵的棱角倒角
•D0--光學零(líng)件的有效孔徑、有效範圍
•θⅠ--棱鏡第一平行差
•θⅡ--棱鏡第二平行差
•(光(guāng)線從反射棱鏡的入射麵垂直入射,光線在出射前對出射麵法線的偏差。在入射光(guāng)軸截(jié)麵方向的分量(liàng),稱做第一光學(xué)平行差。在垂直於入射(shè)光軸截麵方向的(de)分量,稱做第二光學(xué)平行(háng)差。)
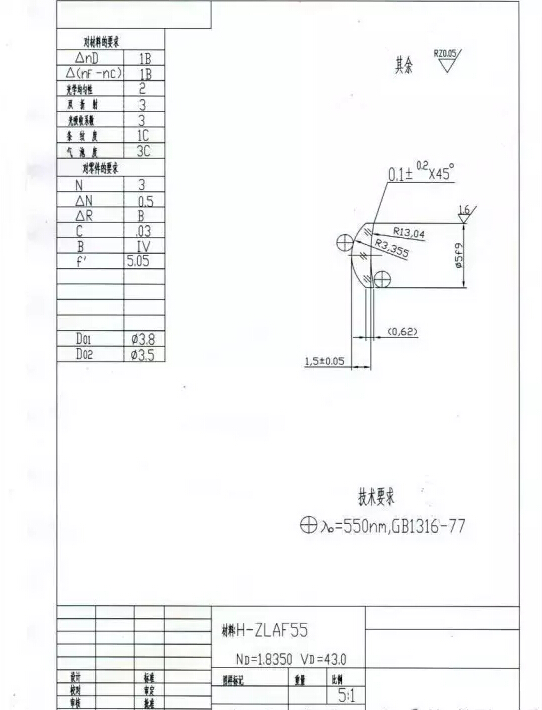
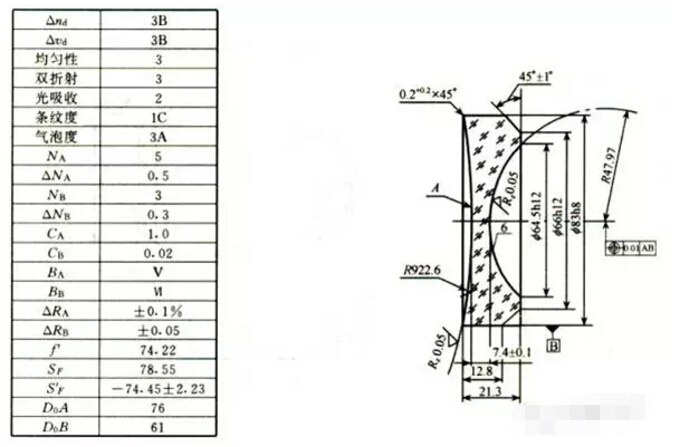
透鏡、分劃板(bǎn)等園形(xíng)光學零件應標出下列有關尺寸和公差:
•零件表麵的曲(qǔ)率半徑;
•外園直徑及公差;
•中心厚度及公差;
•倒角尺寸(cùn)及(jí)公差(chà)。
•光學零件的表麵為(wéi)平麵時,通常(cháng)不(bú)標注。有時標(biāo)為R∞。
•(一般以參考尺寸標注球麵鏡的邊緣厚度及彎月透鏡凸麵頂點到凹麵邊緣的軸向尺寸。)
例1:
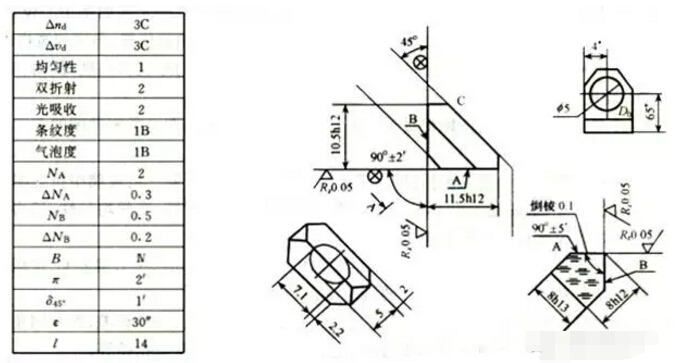
棱(léng)鏡及其它非園形光學零(líng)件圖紙上應標出下列有關尺寸公差:
•零件(jiàn)的(de)直線尺寸和(hé)角度及公差;
•倒角尺寸及公(gōng)差;•零件表(biǎo)麵(miàn)通(tōng)光區域尺寸。
•棱鏡零件圖上若未畫出棱的倒角圖(tú)形,則所標注的尺寸一律為到尖(jiān)棱的尺寸。
•標(biāo)注棱(léng)鏡角度公差時,一般注在銳角(jiǎo)上。
例2:
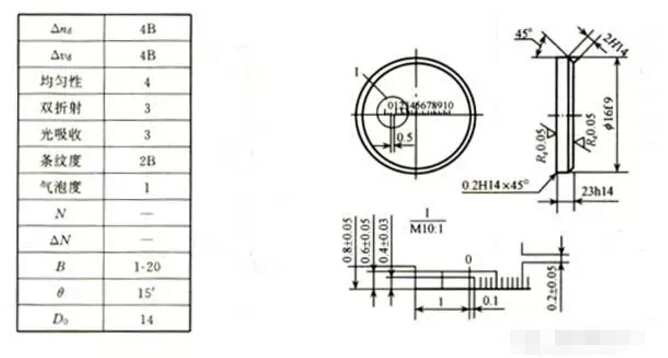
例3:
對倒(dǎo)角的標(biāo)注
光學零件圖上一般用圖形和(hé)文字(zì)表明倒角要求。若圖麵上的倒角尺寸小於2毫米時,一般不繪(huì)製出實際倒角圖形,隻需在倒角處引出細實線,標注其倒角尺寸,不允許倒角的棱線(xiàn),應用(yòng)細實線引出,並(bìng)注明“尖棱”,(我們現在一般標注的(de)是“倒脊不可”。)若在同一圖形上所有或部分倒角尺寸均相同時,則隻需用文字在技術要求中注明“全部倒角××”或“其(qí)餘倒角××”“未注倒角××”。
對(duì)光潔度的標注
圖紙(zhǐ)中應(yīng)按有關規定標(biāo)出每(měi)一麵的(de)光潔度(dù)要(yào)求。若(ruò)各表麵的光(guāng)潔度要求相同時,則隻在圖紙的(de)右(yòu)上角(jiǎo)標出“全部××”,若大部分表麵的光潔度要求相同,而少數表(biǎo)麵要求不同(tóng)時,則隻在(zài)少數表麵(miàn)上標出加工(gōng)代號,其餘的加(jiā)工代號在(zài)圖紙右上角標明,如“其(qí)餘××”。
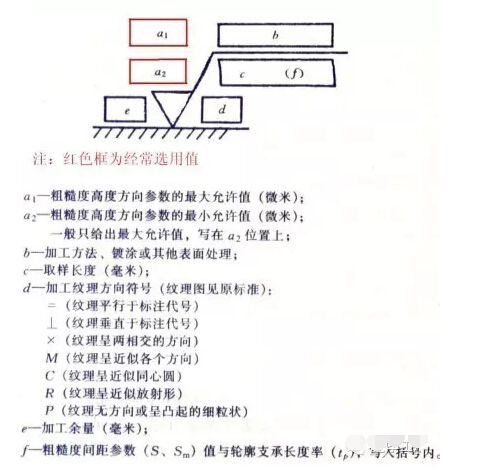
•①是通過去除表麵所得到的表麵,表(biǎo)麵高低不(bú)平度為3.2微米。可通過銑磨得到。
•②是通過去除表麵所得到的表麵(miàn),表麵高低不平度為1.6微米。可通過樹(shù)脂細砂輪(lún)銑磨或精磨得到。
•③是通過去除表麵所得到的表麵,表麵(miàn)高低不平度為0.01微米。須通過先精磨、後拋光(guāng)得到。
•④是不去除表(biǎo)麵,是壓型料表麵。
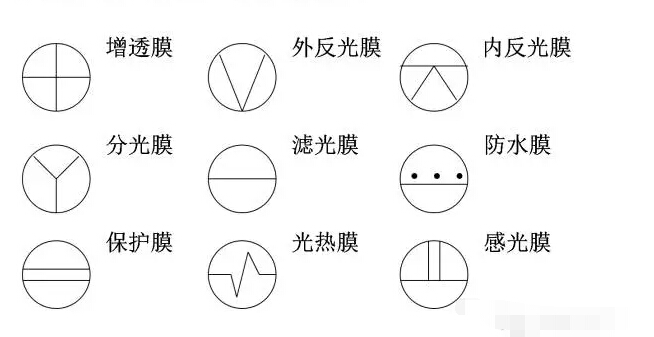
鍍膜特性
平麵與球麵反射鏡和分光(guāng)鏡零件圖的特有內容:對分光膜層的(de)反射率和透過率及其公差在技術要求(qiú)中說明;檢驗膜層的質量標準在技術要求中說明。
簡圖:三視圖